 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Optimisation du contrôle de la température pour doubler l'efficacité du processus d'extrusion à double vis
Ningbo Fangli Technology Co., Ltd.est unfabricant d'équipements mécaniquesavec plus de 30 ans d'expérience danséquipement d'extrusion de tuyaux en plastique, nouvelle protection de l'environnement et nouveaux équipements de matériaux. Depuis sa création, Fangli a été développé en fonction des demandes des utilisateurs. Grâce à l'amélioration continue, à la R&D indépendante sur la technologie de base et à la digestion et à l'absorption de technologies de pointe et d'autres moyens, nous avons développéLigne d'extrusion de tuyaux en PVC, Ligne d'extrusion de tuyaux PP-R, Ligne d'extrusion d'alimentation en eau/tuyau de gaz PE, qui a été recommandé par le ministère chinois de la Construction pour remplacer les produits importés. Nous avons gagné le titre de « Marque de première classe dans la province du Zhejiang ».
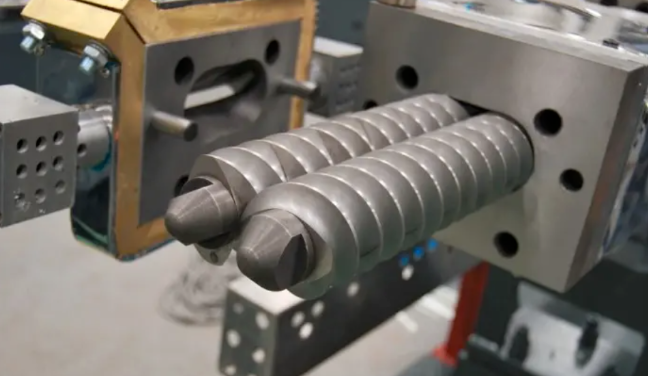
L'extrusion à double vis est l'un des processus clés dans le traitement des polymères. Son fonctionnement stable et la qualité du produit final dépendent fortement d’un contrôle précis du processus, le contrôle de la température étant au cœur de ce processus.
En raison de la complexité des modèles d'équipement, des configurations de vis et de la diversité des matériaux, les paramètres de processus optimaux sont souvent issus d'expérimentations à long terme et de l'expérience accumulée. Ce qui suit fournit une brève introduction à plusieurs facteurs clés liés à la température dans le processus d'extrusion à double vis.
01 Température du processus d'extrusion
De nombreux facteurs doivent être pris en compte lors de la conception de la température du processus d'extrusion. La principale considération est le point de fusion le plus élevé parmi les composants du matériau. Par exemple, dans un mélange maître en polypropylène, le support en polypropylène a le point de fusion le plus élevé à 170°C, de sorte que les températures de traitement pour chaque zone sont réglées autour de 170°C. Bien entendu, cela peut varier en fonction du mode de chauffage ; les températures diffèrent entre le chauffage par résistance et le chauffage par induction électromagnétique, ce dernier étant généralement plus bas.
Deuxièmement, la température du processus est liée à la taille de l’équipement et à la vitesse de production. Un rendement plus élevé nécessite plus de chaleur pour ramollir et faire fondre le matériau, ce qui nécessite une température de processus plus élevée. La température est également conçue de manière segmentaire en fonction des besoins de transport et de cisaillement. Une température plus élevée réduit la viscosité du matériau et la force de cisaillement, tandis qu'une température plus basse augmente la viscosité et la force de cisaillement. Les ajustements de la température du processus doivent également prendre en compte d'autres propriétés physiques du matériau, telles que la viscosité.
02 Température de la gorge d'alimentation
La clé du réglage de la température de la gorge d’alimentation est d’empêcher le matériau de coller à la vis, ce qui gênerait l’alimentation normale. Pour permettre au matériau de fondre plus tôt en vue d'une dispersion par cisaillement, la température de la gorge d'alimentation doit être aussi proche que possible du point de fusion du support sans provoquer de collage. Dans certaines formulations, les additifs à bas point de fusion sont présents en très petites quantités. Même s’ils fondent, ils n’affectent pas de manière significative le transport global du matériau, leur impact sur la température du processus est donc minime.
Cependant, certaines formulations contiennent de nombreux matériaux de faible poids moléculaire. Des températures légèrement élevées, combinées à la chaleur transférée depuis les zones de chauffage en aval via la vis, peuvent provoquer une fonte prématurée de ces matériaux au niveau de l'orifice d'alimentation, entraînant une adhérence du matériau et un échec d'alimentation. Par conséquent, pendant le chauffage avant démarrage, la zone d’alimentation doit être maintenue à basse température. Le refroidissement devra peut-être être activé pour maintenir cette basse température. Sinon, des problèmes de glissement des vis et d'alimentation peuvent survenir après le démarrage. Pour éviter les anomalies de démarrage, il est souvent préférable de régler initialement les températures de manière conventionnelle, puis de baisser la température de la zone d'alimentation après le démarrage.
03 Température du port de ventilation
La température de l’orifice de ventilation doit généralement être réduite de manière appropriée. Théoriquement, pour éviter que la matière fondue ne s'écoule facilement et ne provoque un saignement de l'évent, les températures de la zone avant et après l'évent doivent être ajustées. Cet ajustement garantit que le matériau s'écoule facilement vers l'avant, mais qu'il a des difficultés à s'écouler vers le haut et hors de l'orifice de ventilation. Cependant, dans des conditions d'écoulement stable et rapide, de bonne dispersion et de faible pression de fusion, des ajustements spéciaux de la température de l'orifice de ventilation peuvent ne pas être nécessaires. Par conséquent, de nombreux opérateurs ne prêtent pas une attention particulière à ce paramètre.
04 Température de la section de mélange
La section de mélange est une zone critique dans la production de mélanges maîtres à double vis. Son contrôle de température est lié aux exigences de force de cisaillement. Sa fonction clé est la dispersion des pigments par cisaillement, et la force de cisaillement est étroitement liée à la température : une température excessivement élevée réduit la viscosité de la matière fondue et la force de cisaillement. Une température convenablement plus basse augmente la viscosité, ce qui entraîne une meilleure dispersion du cisaillement. L’ampleur de la force de cisaillement affecte souvent directement le courant du moteur principal. Par conséquent, les opérateurs expérimentés ajustent la température du processus dans cette zone en fonction des changements dans le courant du moteur principal.
05 Tête de filièreTempérature
Conception de la température de la tête de filière : lorsque la matière fondue pénètre dans la tête de filière et est sur le point d'être extrudée pour la granulation (que ce soit par granulation à brins, par anneau d'eau ou par granulation sous l'eau), la température doit généralement être réduite de manière appropriée. Les tests peuvent déterminer la température de l'extrudat, en notant sa différence par rapport à la température de fusion à l'intérieur du fût. De plus, si elle est équipée d'un changeur de tamis à la volée, la durée et le succès du processus de changement de tamis sont souvent liés à la viscosité et au débit de fusion, qui peuvent être gérés en ajustant la température de la tête de filière.

Autres facteurs d'influence au-delà de la température
06 Contrôle de la vitesse du chargeur
Le contrôle de la vitesse du chargeur affecte directement le rendement. Lors d'une production stable, le taux d'extrusion est égal au débit d'alimentation. La modification de la vitesse du chargeur modifie le rendement et affecte simultanément le processus. L'augmentation de la vitesse du chargeur ajoute plus de matériau dans la vis, abaissant ainsi efficacement la température du processus ; à l’inverse, diminuer la vitesse du doseur augmente effectivement la température du processus. Les changements de vitesse du chargeur affectent également la qualité de la dispersion du produit. Par conséquent, les ajustements de la vitesse du doseur doivent être considérés de manière globale, en visant à la fois un processus de production de mélange maître stable et en garantissant la qualité du produit final.
07 Vitesse de la vis principale
La vitesse principale de la vis est la vitesse de rotation des vis. Avec une vitesse d'alimentation constante, un changement de vitesse de la vis principale n'affecte que momentanément le taux d'extrusion avant qu'il ne revienne progressivement à la normale. Le rôle clé de la vitesse de vis réside dans la dispersion du cisaillement, qui est un autre facteur critique pour contrôler la qualité du produit. Cela nécessite une coordination entre la température et le taux de cisaillement. Certains produits nécessitent un cisaillement élevé, ce qui nécessite des vitesses de vis plus élevées. D'autres nécessitent un faible cisaillement, ce qui nécessite des vitesses plus faibles. Bien entendu, atteindre un faible cisaillement peut également impliquer des ajustements de la température du processus. Chaque machine a une limite de vitesse maximale, qui doit être respectée avec une marge de sécurité appropriée.
08 Pression de fusion
La pression de fusion est généralement maintenue en dessous de 1 MPa. Cela est lié à la taille des mailles du tamis, à l'efficacité de la dispersion des pigments, à la température de fusion et à la viscosité. Un maillage de tamis plus petit, une dispersion des pigments plus faible et une viscosité de fusion plus faible conduisent à une pression plus élevée ; à l’inverse, la pression est plus faible. La pression de fusion est le reflet complet de plusieurs facteurs ; évitez les jugements simplistes ou arbitraires basés uniquement sur cela. Cependant, il peut servir de référence utile pour ajuster le processus et surveiller l’état de dispersion du produit.
09 Configuration et remplacement du pack d'écrans
Les packs de tamis remplissent des fonctions telles que la filtration et l'augmentation du cisaillement en provoquant un reflux de matière fondue. Ils doivent être configurés et remplacés raisonnablement en fonction des exigences spécifiques du produit et de la qualité.
10 L'accent environnemental pourExtrudeuses à double vis
Les principales préoccupations environnementales liées aux extrudeuses à double vis sont les suivantes : premièrement, la poussière au niveau de la goulotte d'alimentation ; deuxièmement, les gaz provenant des ports de ventilation et de la tête de filière ; et troisièmement, le traitement de l'eau de refroidissement. Des efforts doivent être faits pour les capturer, les filtrer et les collecter de manière exhaustive afin de les éliminer correctement.

En résumé, la température est la variable centrale qui prévaut tout au long du processus d’extrusion à double vis. Il est étroitement lié à des paramètres tels que la vitesse d'alimentation, la vitesse de la vis et la pression, déterminant collectivement la fusion, le transport, la dispersion, la ventilation et la mise en forme finale du matériau. Un processus d'extrusion stable et de haute qualité repose sur un contrôle précis et global du système de température.
Si vous avez besoin de plus d'informations,Ningbo Fangli Technology Co., Ltd.accueille votre demande. Nous fournirons des conseils techniques professionnels ou des suggestions d’achat d’équipement.
envoyer une demande


X
Nous utilisons des cookies pour vous offrir une meilleure expérience de navigation, analyser le trafic du site et personnaliser le contenu. En utilisant ce site, vous acceptez notre utilisation des cookies.
politique de confidentialité